
Vysokopevnostní elektrický šroub se šestihrannou hlavou

| Název: | Pozinkované šrouby se šestihrannou hlavou | Osvědčení: | ISO9001/CE/ROHS |
|---|---|---|---|
| Značka: | LJ | Povrchová úprava: | Žárově pozinkováno |
| Zvýraznit: |
Elektrický šroub se šestihrannou hlavou, ISO9001 Elektrický šroub se šestihrannou hlavou, Ocelové věže Pozinkované šrouby se šestihrannou hlavou |
||
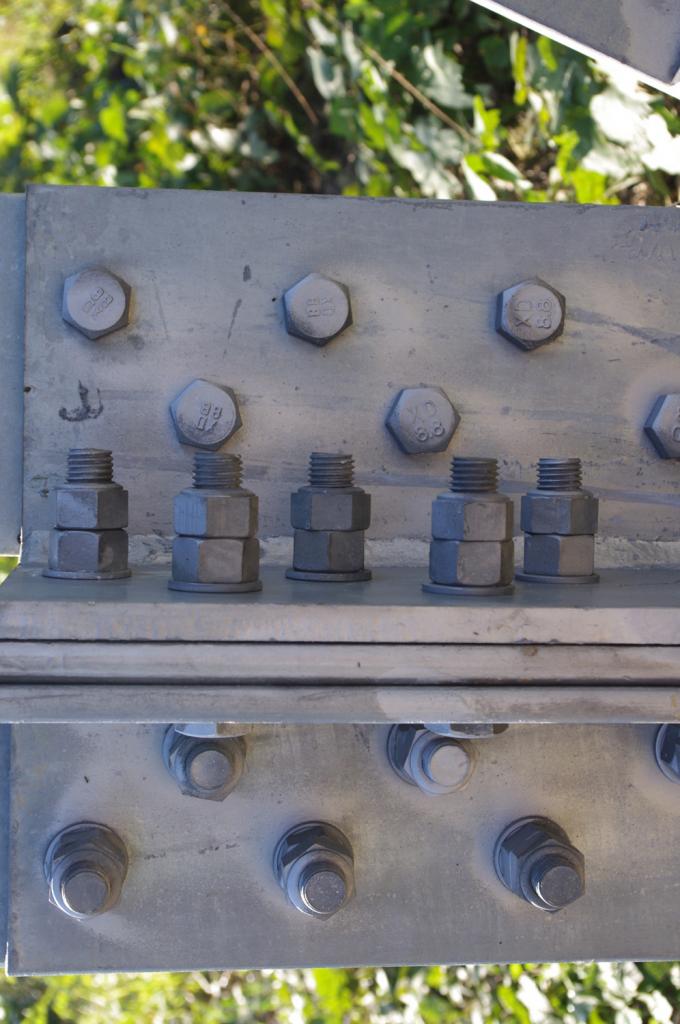
Vysokopevnostní žárově pozinkované šestihranné šrouby pro ocelové věže přenosového vedení Uhvehv
Naše věžové šrouby byly navrženy speciálně pro mobilní věže, věže pro přenos energie a sestavy rádiových věží, ať už se používají při úpravách, upgradech nebo opravách. Šrouby Tower jsou odolné proti korozi a přizpůsobené, takže víte, že na každém projektu používáte správné šrouby a že obstojí ve zkoušce času.
všechny výrobky jsou v žárově zinkované povrchové úpravě, která se většinou používá pro projekty ocelových věží přenosových vedení. velikost může být od M12-M105, šrouby mohou mít různé tvary včetně šroubů. U šrouby, kotevní šrouby.V-šrouby atd.



Vysokopevnostní šestihranné šrouby, které jsou vyrobeny z vysokopevnostní oceli nebo vyžadují velké předpětí, lze nazvat vysokopevnostní šrouby. Vysokopevnostní šrouby se většinou používají pro spojování mostů, kolejnic, vysokotlakých a ultravysokotlakých zařízení. Lom tohoto typu šroubu je křehký lom. Vysokopevnostní šrouby aplikované na ultravysokotlaká zařízení musí být předepnuty, aby se zajistilo utěsnění nádoby. Dnes vstoupí pokročilá výroba reprezentovaná velkými letadly, velkými energetickými zařízeními, automobily, vysokorychlostními vlaky, velkými loděmi a velkými kompletními sadami zařízení důležitým vývojovým směrem. Proto spojovací materiál vstoupí do důležité fáze vývoje. Vysokopevnostní šrouby se používají pro spojování důležitých strojů. Opakovaná demontáž nebo různé způsoby montáže krouticího momentu mají vysoké požadavky na šrouby s vysokou pevností. Kvalita jeho povrchu a přesnost závitu proto přímo ovlivní životnost a bezpečnost hostitele. Aby se zlepšil koeficient tření a zabránilo se korozi, zadření nebo zadření během používání, technické požadavky stanoví, že povrch musí být ošetřen nikl-fosforovým pokovením. Tloušťka povlaku by měla být v rozmezí 0,02 ~ 0,03 mm a povlak by měl být jednotný, hustý a bez dírek.
Materiál šroubu: 18Cr2Ni4W, 25Cr2MoV ocel; Specifikace šroubu: M27 ~ M48. Vzhledem k tomu, že tento druh oceli snadno vytvoří na povrchu pasivní film a tento pasivní film způsobí, že šroub nebude schopen získat chemickou vrstvu niklu a fosforu s dobrou přilnavostí, je třeba provést speciální opatření pro předúpravu, aby se film nejprve odstranil a opatření Je třeba zabránit jeho regeneraci, aby se zajistila dobrá přilnavost mezi pokoveným povlakem a podkladem. Velká geometrická velikost šroubu zároveň zvyšuje obtížnost úpravy pokovování niklem a fosforem a detekci kvality v procesu. Proces nikl-fosforového pokovování pro vysokopevnostní šrouby se skládá ze tří částí:
První částí je proces předúpravy, včetně kontroly přesnosti a vzhledu před pokovením, ruční odmašťování, odmašťování namáčením, moření, elektroaktivace a bleskové niklování vysokopevnostních šroubů;
Část II proces bezproudového niklování;
Třetí částí je proces následné úpravy včetně tepelného zpracování vodíkovým pohonem, leštění a kontroly hotového výrobku. Jak následuje:
Kontrola chemického složení šroubů → kontrola přesnosti a vzhledu šroubů před pokovením → ruční odmaštění → kontrola vzhledu → odmašťování ponorem → mytí horkou vodou → mytí studenou vodou → moření kyselinou → mytí studenou vodou → elektroaktivace → mytí studenou vodou → bleskové niklování → mytí studenou vodou → mytí deionizovanou vodou → chemické niklování → mytí deionizovanou vodou → mytí studenou vodou → vodíkový pohon → leštění → kontrola hotového výrobku.
Související produkty
-

Torzní střižný šroub
Název produktu Torsion Shear Bolt Popis Vysokopevnostní šrouby se dělí na vysokopevnostní šrouby typu torzního smyku a velké šestihranné vysokopevnostní šrouby podle konstrukčního postupu. Vysokopevnostní šroub typu s torzním smykem se skládá ze šroubu, matice a podložky. Jedná se o vylepšený typ velkých šestihranných vysokopevnostních šroubů pro pohodlí konstrukčního návrhu. Vysokopevnostní šrouby se používají hlavně ve strojírenství ocelových konstrukcí....
-

Žárově pozinkované šestihranné šrouby M104, elektrické rychlé...
Podrobné informace Popis produktu Název: Pozinkované šestihranné šrouby Certifikát: ISO9001/CE/ROHS Značka: LJ Povrchová úprava: Žárově pozinkovaný High Light: Žárově pozinkovaný elektrický šroub, M104 Šrouby se šestihranem, M104 Vysokopevnostní žárově pozinkovaný šestihran Šrouby pro ocelové věže přenosového vedení Uhvehv Naše šrouby věže byly navrženy speciálně pro stožáry buněk, přenos energie...
-

Žárově pozinkované U-šrouby lze přizpůsobit
Popis produktu >>> Název produktu: Velikost šroubu U: M2-M40 Materiál Uhlíková ocel. Stupeň: 4,8 6,8 8,8 10,9 12,9 Povrchová úprava hladká, HDG, pozinkování, černá (vysoká pevnost), podle vašich požadavků. Norma DIN GB ISO JIS BA Certifikace ANSI ISO9001, SG Nestandardní OEM je k dispozici, pokud poskytnete výkres nebo vzorek. Balíček Standardní exportní balení nebo podle požadavků zákazníků ...
-

Speciální pro děrované silové šrouby
Rychlé detaily >>> Dokončení zinek Věda o materiálu Nerezová ocel Model GB9074.17 Standardní národní norma Název produktu Děrovaný šestihranný šroub Věda o materiálu Nerezová ocel Třída Nerezová ocel 201 / 304 Rozměry 6*20 Přizpůsobené Přijmout přizpůsobení Velikost jednoho balení 27,5 * 35 * 20 cm Balení Balení standardní exportní balení nebo dle požadavků zákazníka ...
-

Žárově pozinkovaný čep
Popis produktu >>> Čep, také známý jako závrtný šroub nebo závrtný šroub. Používá se k připojení funkce pevného spojení strojů. Na obou koncích závrtného šroubu jsou závity a šroub uprostřed je tlustý a tenký. Obecně se používá v důlních strojích, mostech, automobilech, motocyklech, ocelových konstrukcích kotlů, závěsných věžích, ocelových konstrukcích s dlouhým rozpětím a velkých budovách. Dvojitá hlava...
-

Ocelové věže žárově pozinkované šrouby se šestihrannou hlavou volitelné...
Podrobné informace Certifikát Popis produktu: ISO9001/CE/ROHS Název: Žárově pozinkované šestihranné šrouby Funkce: Vysoká pevnost Použití: Přenos Lne Ocelové věže Vysoké světlo: Šestihranné šrouby Elektrický šroub, galvanizované šrouby Elektrický šroub, ocelové věže Pozinkované šestihranné šrouby Vysoká pevnost ponorem Pozinkované šestihranné šrouby pro ocelové věže Uhvehv Transmission Lne všechny produkty jsou v žárově pozinkované povrchové úpravě, která se většinou používá pro ocelové věže pro přenosové...





